Optimising spares with RAM simulation
When equipment fails and the required spare part is not readily available, the financial consequences can be high. Days of lost production are experienced awaiting delivery, and if the vendor has no stock and is required to manufacture a part, days can turn into weeks. Part obsolescence may mean further delays as well as design changes to critical equipment, and whilst production losses will be temporary, reputational loss may be permanent.

© Shutterstock
HIDDEN COSTS OF STORING SPARES
It may seem that the most obvious solution is to purchase multiple spare parts and have them ready to use from a nearby location. Production performance due to lack of parts will rarely be a significant problem if we always have immediate access to spares.
Whilst appealing from a production perspective, this ‘just in case’ strategy has substantial downsides. Firstly, purchasing spares represents capital expenditure that returns no contribution. Having money locked away in stock increases the chances that money has to be borrowed to support improvement projects. Secondly, excess stock increases the likelihood of unused spares, or the spare equipment suffering degradation by the time it is needed. Finally, there are ongoing holding costs including administration, inspection and maintenance of inventory, as well as ensuring suitable storage conditions are maintained, for example to minimise corrosion.
It is estimated that the annual costs of spares management is 20-30% of the inventory value. This means that $100,000 worth of spare inventory will see holding costs exceed the original value after four years, and over a 30-year facility lifetime the costs could amount to $900,000.
RAM FOR SPARE PARTS OPTIMISATION
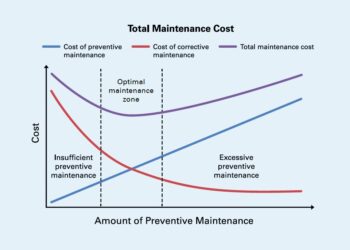
A complex balancing act is therefore necessary to optimise sparing levels. Fortunately the established methods of reliability, availability and maintainability (Reliability, Availability and Maintainability) modelling provide the gateway to the answer. These studies are most commonly used to support the design in achieving its availability targets, and use probabilistic modelling techniques to simulate production performance. Taking the RAM method one step further, however, enables determination of the optimum sparing levels such that production is maximised, and spares holding costs are minimised over the lifetime of the facility.
Spare parts optimisation is achieved by tracking the spares in the RAM simulation at three locations, the first nearest to the system requiring maintenance, typically representing spares stored locally on site. The second location relates to spares stored at a warehouse that serves the wider area. The final location is the vendor factory. Parameters such as logistic delay times, restocking levels, restocking times, repair times and manufacturing capacity of the vendor can be incorporated into the analysis. Cost data such as unit costs, storage costs, transportation costs, repair costs and batch discounts can also be incorporated to determine the contribution of spares to lifecycle costs.
HOW MUCH DOES THIS SAVE?
Take as an example a facility where the sparing strategy involves no prioritisation and simply entails three spares for all equipment being held onsite, and three spares at the warehouse. A RAM simulation predicted spares purchasing and holding costs of $970,000 over the facility lifetime, along with a production efficiency of 97.5%.
A spares cost analysis simulation was then performed which determined optimum stocking both on the site and at the warehouse. This optimisation reduced predicted lifetime spares costs by $570,000 and predicted an increase in production efficiency to 97.95%, amounting to $1.3 million of additional production per year.
These results were achieved simply by expanding an existing RAM simulation to incorporate the sparing strategy. Substantial savings over the lifetime of a facility were realised by this relatively simple additional step.
THE HIDDEN BENEFITS OF RAM
All too often the RAM study is simply viewed as an exercise for demonstrating that the target availability has been met. This is the headline figure for any facility design. Behind the initial availability results, however, is an asset simulation model that can also be leveraged to identify substantial operational savings. Once the design project is complete, the RAM model should not be forgotten; it is in the implementation stage, and throughout operations, where the RAM model is at its most powerful. Incorporation of more data (and more relevant data) as operational experience increases allows the RAM model to be refined and provides valuable input to cost saving and production improvement decisions.
This approach is not just limited to spares optimisation; the RAM simulation can also be used to optimise other resources such as maintenance labour and tooling resources. Such decisions have to be made regardless, so it makes complete sense to harness the power of RAM to save money.
CONCLUSION
RAM studies are often used as an exercise to estimate the availability of a system for contractual performance reasons. However, when used to their fullest extent, they become a powerful tool for asset performance and lifecycle cost analysis. Spares optimisation represents one area where significant savings can be realised over the lifetime of a facility. When such optimisation methods are also extended to labour and tool resource optimisation, the potential cumulative efficiencies over the lifetime of a facility are vast.